
Der MCT569 ist ein Online-NIR-Sensor mit hygienischem Design für Waschbedingungen bei der Herstellung von Lebensmitteln und Snacks. Der Sensor hilft dem Bediener, Feuchtigkeit und Öl (Fett) zu kontrollieren und die Produktspezifikationen bei jedem Produktionslauf einzuhalten. Der MCT569 ist IP69-zertifiziert und verfügt über die NIR-Technologie, die in der Lebensmittelproduktion weit verbreitet und akzeptiert ist.
Kontinuierliche Messung von Feuchtigkeit, Fett und Produkttemperatur
Leistungen
- Stellen Sie sicher, dass Lebensmittel die ideale Textur und den idealen Geschmack haben, indem Sie Feuchtigkeit, Fett und andere Parameter messen
- Treffen Sie mithilfe der Analysedaten schnelle Entscheidungen und Anpassungen an der Produktionslinie (z. B. Anpassung der Ofen- oder Frittiertemperatur)
- Durch die vollständige Abwaschbarkeit ist es ideal für Lebensmittelumgebungen mit Schwebeteilchen in der Luft
- Sparen Sie Kosten und reduzieren Sie Verschwendung, was das Geschäftsergebnis Ihres Unternehmens verbessert
Funktionen
- Der Sensor ist vollständig abwaschbar für die Lebensmittelherstellung (Schutzart IP69)
- Die Hochgeschwindigkeitsmessung ermöglicht die Erfassung von bis zu 99 Messwerten pro Sekunde
- IP67-konforme Benutzerschnittstelle schützt in anspruchsvollen Betriebsumgebungen
- Einfach zu bedienen, zu integrieren und über mehrere Linien hinweg zu standardisieren
- Proprietärer temperaturgesteuerter Detektor gewährleistet Messstabilität
- Vollständig modular, alle Komponenten sind vor Ort leicht austauschbar
- Einfache Fehlerbehebung mit fortschrittlicher On-Board-Diagnose
Anwendungen
Prozess-NIR-Anwendungen für Lebensmittelhersteller
Der Online-NIR-Smart-Sensor MCT569 wird in Anlagen zur Lebensmittelherstellung eingesetzt, die eine Reinigung mit Schutzart IP69 erfordern, einschließlich:
- Kartoffelchips
- Maischips
- Tortillas
- Plätzchen
- Cracker
- Brezeln
- Extrudierte Snacks
- Semmelbrösel
- Aromastoffe auf Ölbasis
- Teige/Teigblätter
- Frühstückscerealien
- Popcorn
- Schweineschwarten
- Wurstschalen
- Hackfleisch
- Rendern
- Produkte
- Inhaltsstoffe für Tierfutter
- Mehle und Stärke
- Milchpulver
- Kartoffelflocken
- Zucker und Zuckerrüben
- Salze
- Kaffee-, Tee- und Kakaopulver
- Und viele mehr






Produkt-Sortiment

So funktioniert's
Bewährte Technologie für Washdown-Lebensmittelanwendungen
Die NIR-Analysatoren MCT569 sind in wichtige Bereiche eines Produktionsprozesses integriert, um eingehende Rohstoffe kontinuierlich zu überwachen oder Prozesse an der Produktionslinie zu kontrollieren. Jede Option ist so konzipiert, dass sie nahtlos über Förderbänder oder Behälter und Schächte integriert werden kann, um Feuchtigkeit, Öl und andere Online-Messungen zu analysieren.
Sanitäres Design
Der MCT569 entspricht der Schutzart IP69, der anerkannten Norm für Geräte, die in der Lebensmittelherstellung verwendet werden. Das Sensorgehäuse weist keine Schweißnähte auf, wodurch jegliche Gefahr einer Lebensmittelkontamination ausgeschlossen ist. Somit ist es ideal für Clean-in-Place (CIP) -Anwendungen geeignet.
Der MCT569 ist auch für Hochdruckreiniger oder Dampfstrahlen undurchlässig und eignet sich daher als Komplettlösung zur Messung von Feuchtigkeit, Öl und anderen Lebensmittelqualitätsparametern.

Der MCT569-Scanvorgang ist einfach, aber zuverlässig:
- Das Licht der Lampe wird durch ein rotierendes Rad mit 2000 U/min (bis zu 6000 U/min) geleitet, das NIR-Filter enthält, die für die Anwendung ausgewählt wurden.
- NIR-Licht wird auf das zu messende Produkt gerichtet.
- Das vom Produkt reflektierte Licht wird von einem Spiegel in der Einheit erfasst und auf einen Peltier-Kühlbleisulfiddetektor fokussiert.
- Die Ausgabe des Detektors wird von der integrierten „intelligenten“ Leiterplatte aufgenommen und mit dem internen Referenzstrahl verglichen. Dieser Wert wird dann in einen Prozentsatz an Feuchtigkeit, Öl und anderen Parametern umgerechnet.
Hochgeschwindigkeits-Gating-Analyse
Die MCT566 und MCT569 ermöglichen die Analyse segmentierter Produkte auf einem Förderband bei voller Liniengeschwindigkeit. Bei diesem Verfahren liefert der MCT566- oder MCT569-Sensor nur dann Messungen, wenn sich das Produkt unter dem Sensor befindet. Somit eignet sich das System für Anwendungen mit einem nicht kontinuierlichen Produktfluss. Dank der Hochgeschwindigkeits-Messfunktionen eignet sich der MCT566 oder MCT569 ideal für die Messung des Feuchtigkeits- und Fettgehalts in Lebensmittelbetrieben mit hohem Durchsatz, darunter:
- Plätzchen/Kekse
- Snack-Kuchen
- Schokoriegel/Müsliriegel
- Einzeln verpackte Nudeln
- Gefriergetrocknete portionierte Produkte

Installation
Überbandförderer
Die MCT569-Sensoren werden 200-450 mm (8-18 Zoll) über dem Förderband montiert, idealerweise mit kontinuierlichem Produktfluss.
Behälter und Rutschen
Sichtglasfenster wie Sapphire können verwendet werden, um Produkte kontinuierlich gegen das Fenster fließen zu lassen.
Software
Alle Modelle der MCT-Serie verwenden die proprietäre SensorVu Windows® -PC-Software, mit der Bediener Einstellparameter eingeben, Kalibrierungen durchführen oder anpassen, Produktcodes auswählen, interne Diagnosewerte überprüfen und Feuchtigkeits- und Temperaturtrends aus der Ferne verfolgen können. SensorVu kann auch mit mehreren Analysatoren der MCT-Serie an einem einzigen Standort verbunden werden, um die Überwachung mehrerer Systeme zu ermöglichen.
Alle Modelle der MCT-Serie verwenden die proprietäre SensorVu Windows® -PC-Software, mit der Bediener Einstellparameter eingeben, Kalibrierungen durchführen oder anpassen, Produktcodes auswählen, interne Diagnosewerte überprüfen und Feuchtigkeits- und Temperaturtrends aus der Ferne verfolgen können. SensorVu kann auch mit mehreren Analysatoren der MCT-Serie an einem einzigen Standort verbunden werden, um die Überwachung mehrerer Systeme zu ermöglichen.
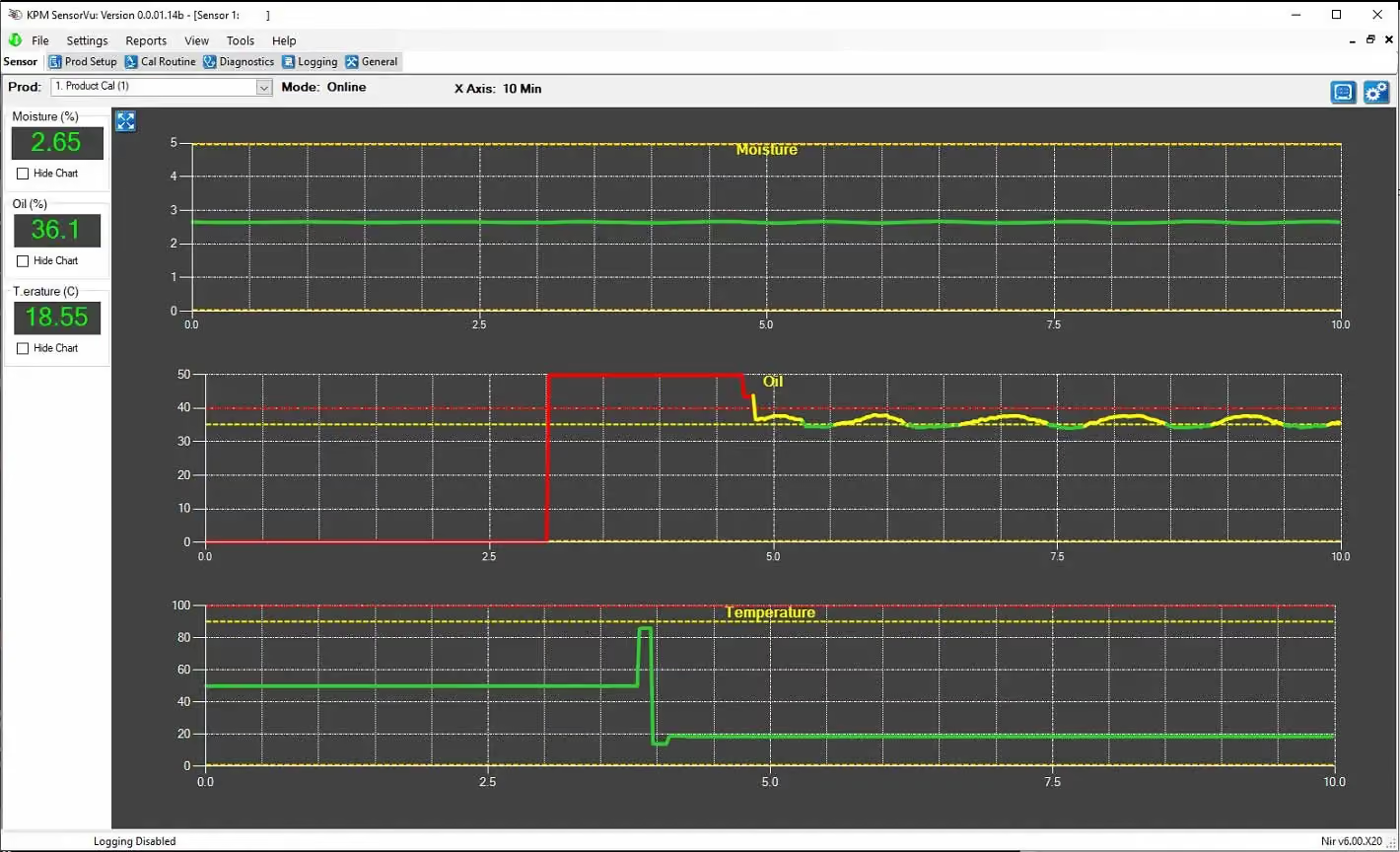
Der Trendbildschirm mit Protokollierungsfunktion zeigt Änderungen der Prozesswerte in Echtzeit an.
Der Trendbildschirm mit Protokollierungsfunktion zeigt Änderungen der Prozesswerte in Echtzeit an.

Überprüfe den Zustand und die Leistung des Sensors anhand leicht verständlicher Anweisungen.
Überprüfe den Zustand und die Leistung des Sensors anhand leicht verständlicher Anweisungen.
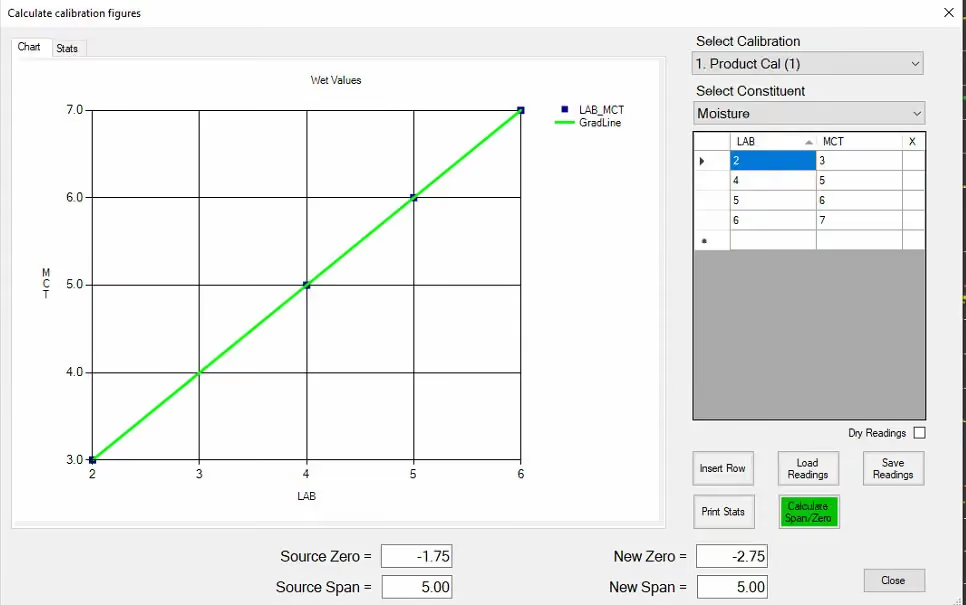
Einfache, grafische Kalibrierungsroutine für die schnelle Einrichtung neuer Produkte.
Einfache, grafische Kalibrierungsroutine für die schnelle Einrichtung neuer Produkte.
Spezifikationen
Häufig gestellte Fragen
NIR-Analysatoren sind zerstörungsfreie Sensoren, die Feuchtigkeit und Fett während der Produktion direkt oder in der Produktionslinie überwachen. Sie bieten Lebensmittelherstellern mehrere Vorteile, darunter eine verbesserte Prozesskontrolle, eine gleichbleibende Produktqualität, Kosteneinsparungen und eine bessere Einhaltung der Vorschriften.
NIR steht für Nahinfrarot, eine zerstörungsfreie Analysetechnik, bei der Licht verwendet wird, um die Zusammensetzung von Lebensmitteln zu bestimmen. NIR-Analysatoren verwenden diese Technologie, um Lebensmittelprodukte auf verschiedene Eigenschaften wie Feuchtigkeit, Protein- und Fettgehalt zu analysieren.
Bei Bandförderanlagen werden die Sensoren der Serie MCT460 idealerweise etwa 250 mm (10 Zoll) vom Produktfluss entfernt montiert, um eine Variation der Betttiefe vom Förderband aus zu ermöglichen.
Ressourcen



