
El MCT569 es un sensor NIR en línea de diseño sanitario para las condiciones de lavado en la fabricación de alimentos y aperitivos. El sensor ayuda a los operadores a controlar la humedad y el aceite (grasa) y a cumplir con las especificaciones del producto en cada ciclo de producción. El MCT569 tiene una clasificación IP69 y cuenta con la tecnología NIR, que es ampliamente utilizada y aceptada en la producción de alimentos.
Medición continua de la humedad, la grasa y la temperatura del producto
Prestaciones
- Asegúrese de que los productos alimenticios tengan la textura y el sabor ideales midiendo la humedad, la grasa y otros parámetros
- Tome decisiones y ajustes rápidos en la línea de producción (por ejemplo, ajuste la temperatura del horno o la freidora) utilizando los datos de análisis
- La compatibilidad total con el lavado lo hace ideal para entornos alimentarios con partículas suspendidas en el aire
- Ahorre costos y reduzca los residuos, lo que mejora los resultados de su empresa
Características
- El sensor tiene una capacidad de lavado total para la fabricación de alimentos (clasificación IP69)
- La medición de alta velocidad permite capturar hasta 99 lecturas por segundo
- La interfaz de usuario con clasificación IP67 protege en entornos operativos desafiantes
- Fácil de operar, integrar y estandarizar en varias líneas
- El detector patentado con control de temperatura garantiza la estabilidad de la medición
- Totalmente modular, con todos los componentes fácilmente reemplazables sobre el terreno
- Fácil de solucionar problemas con diagnósticos avanzados integrados
Solicitudes
Procesar aplicaciones NIR para fabricantes de alimentos
El sensor inteligente NIR en línea MCT569 se utiliza en instalaciones de fabricación de alimentos que requieren un lavado con clasificación IP69, que incluyen:
- Patatas fritas
- Chips de maíz
- Tortillas
- Galletas
- Galletas
- Pretzels
- Aperitivos extruidos
- Pan rallado
- Saborizantes a base de aceite
- Masas/láminas de masa
- Cereales para desayuno
- Palomitas
- Cortezas de cerdo
- Pieles de salchicha
- Carne molida
- Renderización
- Productos
- Ingredientes para piensos
- Harinas y almidón
- Leche en polvo
- Hojuelas de patata
- Azúcar y remolacha azucarera
- Sales
- Café, té y cacao en polvo
- Y muchos más






Línea de productos
Otros modelos de la serie

Cómo funciona
Tecnología comprobada para aplicaciones de lavado de alimentos
Los analizadores NIR MCT569 están integrados en áreas clave de un proceso de producción para monitorear continuamente las materias primas entrantes o controlar los procesos en la línea de producción. Cada opción está diseñada para integrarse perfectamente en cintas transportadoras o contenedores y conductos para analizar la humedad, el aceite y otras mediciones en línea.
Diseño sanitario
El MCT569 cumple con la clasificación IP69, que es el estándar aceptado para los equipos utilizados en la producción de alimentos. El diseño de la carcasa del sensor no tiene soldaduras, lo que elimina cualquier posibilidad de contaminación de los alimentos, por lo que es ideal para aplicaciones de limpieza in situ (CIP).
El MCT569 también es impenetrable para la limpieza a alta presión o los chorros de vapor, lo que lo convierte en una solución completamente lavable para medir la humedad, el aceite y otros parámetros de calidad de los alimentos.

El proceso de escaneado del MCT569 es sencillo pero fiable:
- La luz de la lámpara se dirige a través de una rueda giratoria a 2000 rpm (hasta 6000 rpm) que contiene los filtros NIR seleccionados para la aplicación.
- La luz NIR se dirige al producto que se está midiendo.
- La luz reflejada en el producto es capturada por un espejo dentro de la unidad y enfocada en un detector de sulfuro de plomo refrigerado por Peltier.
- La salida del detector es tomada por la placa de circuito «inteligente» integrada y comparada con el haz de referencia interno. Luego, esto se convierte en un porcentaje de humedad, aceite y otros parámetros.
Análisis de compuerta de alta velocidad
Los modelos MCT566 y MCT569 permiten el análisis de productos segmentados en un transportador a velocidades de línea completa. Mediante este proceso, los sensores MCT566 o MCT569 solo medirán cuando el producto esté bajo el sensor, lo que hace que el sistema sea adecuado para aplicaciones con un flujo de producto discontinuo. Gracias a su capacidad de control a alta velocidad, el MCT566 o el MCT569 son ideales para medir el contenido de humedad y grasa en operaciones alimentarias de alto rendimiento, entre las que se incluyen:
- Galletas y bizcochos
- Tortas de aperitivo
- Barras de caramelo/barras de granola
- Tallarines envasados individualmente
- Productos liofilizados en porciones

Instalación
Transportador sobre cinta
Los sensores MCT569 se montan entre 200 y 450 mm (8 a 18 pulgadas) por encima del transportador, idealmente con un flujo de producto continuo.
Contenedores y tolvas
Las mirillas, como las de zafiro, se pueden utilizar para un flujo continuo de productos contra la ventana.
Software
Todos los modelos de la serie MCT utilizan el software patentado para PC SensorVu basado en Windows®, que permite a los operadores insertar parámetros de configuración, realizar o ajustar calibraciones, seleccionar códigos de productos, examinar los valores de diagnóstico internos y ver de forma remota las tendencias de humedad y temperatura. SensorVu también se puede conectar a varios analizadores de la serie MCT en un solo lugar para la supervisión de varios sistemas.
Todos los modelos de la serie MCT utilizan el software patentado para PC SensorVu basado en Windows®, que permite a los operadores insertar parámetros de configuración, realizar o ajustar calibraciones, seleccionar códigos de productos, examinar los valores de diagnóstico internos y ver de forma remota las tendencias de humedad y temperatura. SensorVu también se puede conectar a varios analizadores de la serie MCT en un solo lugar para la supervisión de varios sistemas.
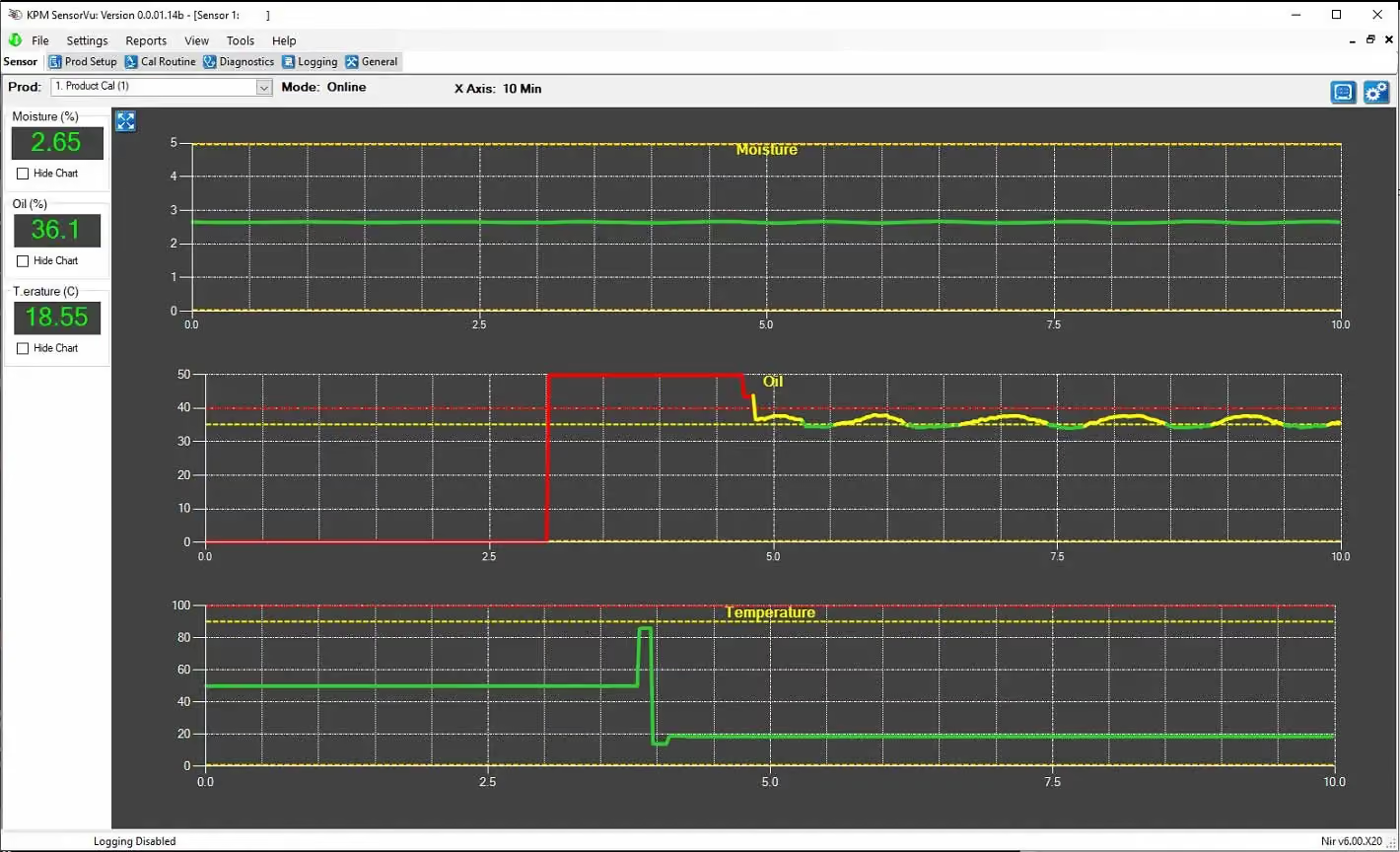
La pantalla de tendencias con capacidad de registro muestra los cambios en la lectura del proceso en tiempo real.
La pantalla de tendencias con capacidad de registro muestra los cambios en la lectura del proceso en tiempo real.

Revisa el estado y el rendimiento del sensor con instrucciones fáciles de seguir.
Revisa el estado y el rendimiento del sensor con instrucciones fáciles de seguir.
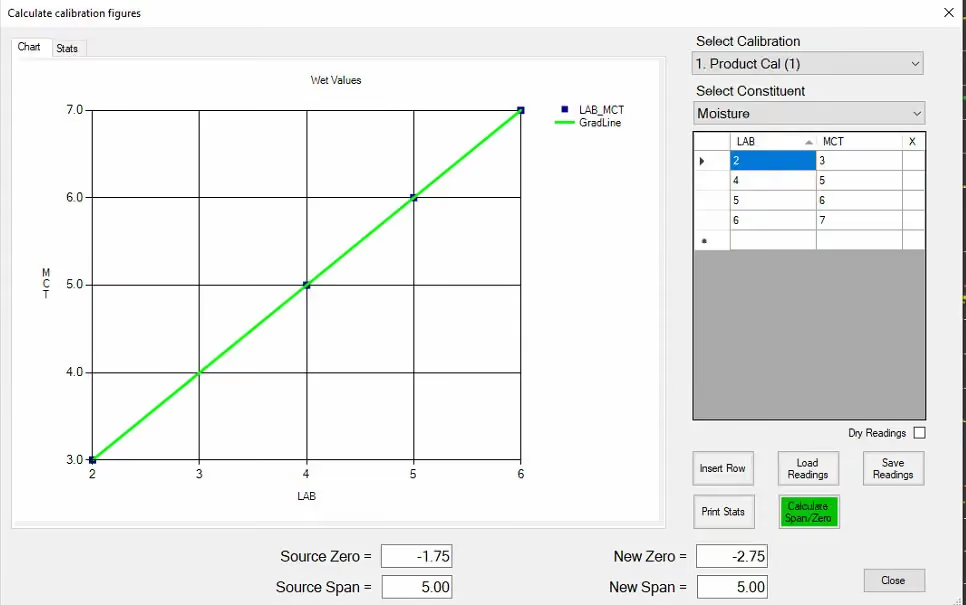
Rutina de calibración gráfica y sencilla para la configuración rápida de nuevos productos.
Rutina de calibración gráfica y sencilla para la configuración rápida de nuevos productos.
Especificaciones
Preguntas frecuentes
Los analizadores NIR son sensores no destructivos que controlan la humedad y la grasa en línea o en línea durante la producción. Ofrecen varios beneficios a los fabricantes de alimentos, como la mejora del control de los procesos, la calidad uniforme de los productos, el ahorro de costos y un mejor cumplimiento de las normativas.
NIR son las siglas de Near Infrared, que es una técnica analítica no destructiva que utiliza la luz para determinar la composición de los productos alimenticios. Los analizadores NIR utilizan esta tecnología para analizar diversas propiedades de los productos alimenticios, como el contenido de humedad, proteínas y grasas.
Para las instalaciones de cintas transportadoras, los sensores de la serie MCT460 se montan idealmente a unos 250 mm (10 pulgadas) del flujo del producto para permitir la variación de la profundidad del lecho con respecto al transportador.
Recursos



