Uso de la inspección por visión artificial para congelar los errores de procesamiento y la presencia de materiales extraños

Este artículo apareció originalmente en la revista Refrigerated & Frozen Foods. Haga clic aquí para acceder al artículo en el sitio web de la publicación.
Todos los productores de alimentos congelados y preparados se enfrentan a un desafío diario similar: garantizar que cada bandeja de alimentos producida tenga el mismo aspecto que el alimento que se muestra en el envase.
Muchos productos alimenticios congelados se procesan, ensamblan y envasan mediante maquinaria automatizada, a menudo con un inspector humano como principal línea de defensa para detectar defectos de calidad, material autóctono no deseado y materiales extraños potencialmente dañinos para que no acaben en los productos terminados. La naturaleza físicamente exigente de estas funciones, combinada con largas horas de trabajo en entornos fríos o industriales, puede contribuir rápidamente al agotamiento. Además, confiar únicamente en inspectores humanos introduce subjetividad en el proceso, tanto de un empleado a otro como del mismo empleado en un solo turno debido a la fatiga.
A medida que aumenta la demanda de productos alimenticios congelados y comidas preparadas por parte de los consumidores, los mayores requisitos de rendimiento de los productos han llevado a una nueva era de inspección por visión automatizada impulsada por la inteligencia artificial (IA).

Inspección convencional en entornos de producción modernos
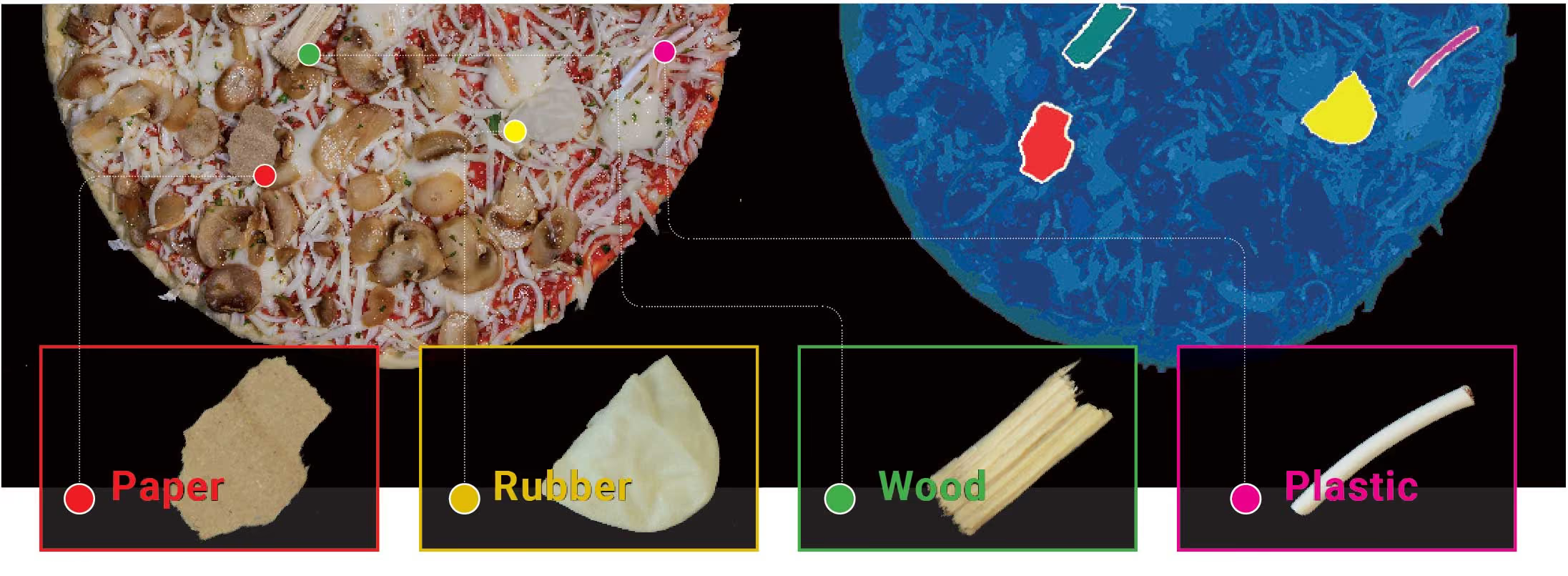
Durante décadas, la mayoría de las empresas de procesamiento de alimentos congelados han confiado principalmente en detectores de metales y sistemas de rayos X para la detección de materiales extraños. Si bien son eficaces para detectar objetos densos como metales o huesos, estas tecnologías no pueden identificar la mayoría de los materiales extraños de baja densidad, como el plástico, el papel, el caucho y los objetos de colores similares, que también representan un riesgo para los consumidores.
Las empresas de producción de alimentos, principalmente de panadería y procesamiento de proteínas, y varios usuarios de la industria de alimentos congelados, comenzaron a integrar tecnologías de inspección por visión en sus líneas de procesamiento. Estos sistemas incorporan cámaras 2D y 3D de alta resolución con iluminación avanzada para analizar todas las caras del producto, incluidas la parte superior e inferior, para obtener mediciones de calidad comunes, como el color, el tamaño y la forma generales, con medidas detalladas como la distribución de la cobertura, la proporción de ingredientes, la presencia/ausencia de componentes, el peso predictivo del producto o la precisión de las impresiones en un producto (como un logotipo estampado en una galleta).
Los procesadores de alimentos deben saber que las tecnologías de inspección por visión son complementarias a los detectores de rayos X y metales, no su reemplazo directo. Dado que cada sistema se basa en un producto específico, proporciona un nivel adicional de detección al identificar anomalías que pueden pasar desapercibidas con otros métodos. Si el sistema identifica algo que no cumple con sus especificaciones, puede alertar al operador para que actúe o detenga la línea de producción.
Algunas empresas han integrado métodos de rechazo automatizados para eliminar los productos que no cumplen con las especificaciones, a fin de garantizar que los productos defectuosos se eliminen del proceso sin provocar tiempos de inactividad en la línea.
La mayoría de las tecnologías de inspección por visión que se utilizan en el procesamiento de alimentos en la actualidad son sistemas de visión basados en reglas. En un sistema de visión basado en reglas, cuando los productos pasan por el sistema de visión, la tecnología toma una fotografía del producto y la compara con los criterios de medición definidos por el usuario. Las empresas solían medir solo unos pocos atributos simples de los productos a la vez, como el tamaño, el color o la forma del producto, lo que era mucho más factible con un sistema basado en reglas.
La nueva tecnología permite inspeccionar simultáneamente mediciones de productos más complejas, incluidos materiales extraños, a toda velocidad. Estas crecientes demandas han llevado a los sistemas de visión basados en reglas a sus límites tecnológicos.
Los sistemas basados en reglas siempre serán una opción para los productores de alimentos, pero el éxito reciente de los sistemas de inspección por visión impulsados por la IA ofrece una solución poderosa y emocionante para reemplazar la visión basada en reglas y garantizar la consistencia y seguridad del producto.
¿Cómo funciona un sistema de inspección impulsado por IA?
Las tecnologías de inspección por visión impulsadas por inteligencia artificial aplican criterios definidos por el ser humano para diferenciar las características de los productos alimenticios de los objetos no deseados. Se puede desarrollar un modelo de IA para detectar cualquier diferencia que un humano pueda percibir.
Al igual que un sistema de inspección visual basado en reglas, un sistema de inspección impulsado por inteligencia artificial incorpora cámaras de alta resolución y configuraciones de iluminación avanzadas para analizar los productos que pasan por la línea. La capacidad del sistema de inteligencia artificial para segmentar eficazmente los productos alimenticios individuales y sus ingredientes a partir de la imagen general es lo que lo hace mucho más eficaz que la visión basada en reglas. Un sistema de inteligencia artificial va más allá de la detección del color o de la forma y el grosor de los productos para analizar sistemas complejos en busca de diversos atributos, como el comportamiento de un ser humano.
Por ejemplo, un fabricante de platos congelados hace que varias máquinas automatizadas dispongan automáticamente varios ingredientes en la bandeja del producto: fideos, proteínas, salsas, etc. Si bien estas máquinas de aplicación de ingredientes se inspeccionan con regularidad, pueden funcionar mal o simplemente no dar en el blanco al dispensar un producto en el envase.
Una cena congelada con sus diferentes colores, formas y texturas es un desafío para un sistema de inspección visual basado en reglas. Sin embargo, con un sistema de inspección visual basado en inteligencia artificial, puede identificar inmediatamente cada componente individual de la comida en general, como lo haría un inspector humano, pero con mucha más precisión y rapidez. El sistema también puede recopilar estos datos al instante para rastrearlos en tiempo real o compilarlos en un informe fácil de seguir.
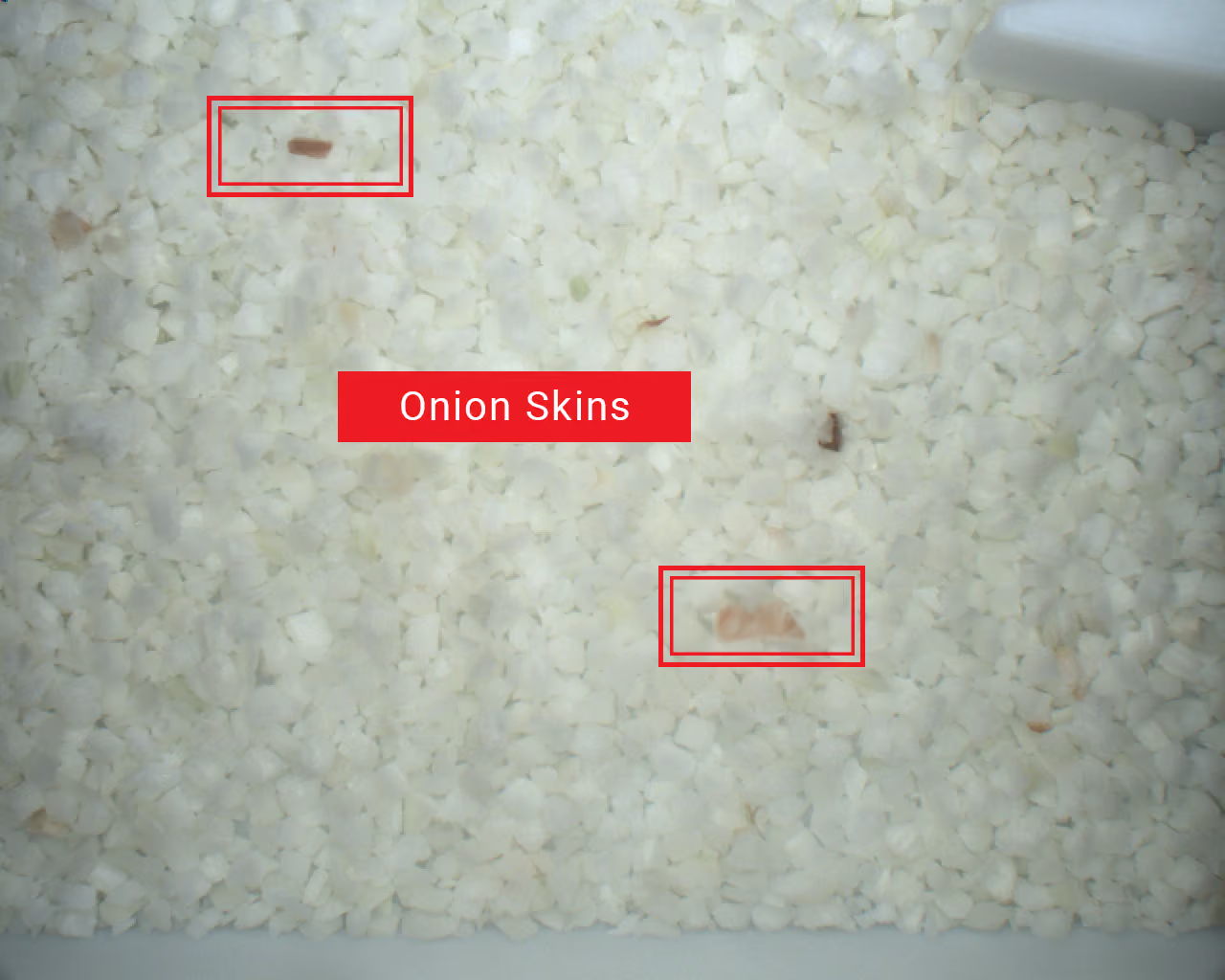
Del mismo modo, la IA vuelve a aplicar una precisión de nivel humano para detectar materiales extraños y encontrar objetos dentro del flujo de productos que no pertenecen a la cadena. Por ejemplo, un fabricante de cebollas individuales cortadas en cubitos congeladas rápidamente (IQF) puede encontrarse con frecuencia con el problema de que la piel dura de la cebolla entra en la gama de productos, lo que puede provocar que los clientes no estén satisfechos con la textura. La piel de la cebolla suele tener un color similar al de la cebolla picada, lo que hace que sea especialmente difícil diferenciarla incluso para el inspector más experto.
El potencial de la IA para revolucionar el control de calidad en la producción de alimentos congelados es innegable. Un estudio realizado por Grand View Research estima que la IA en los mercados de alimentos y bebidas pasará de los 8 450 millones de dólares en 2023 a una tasa compuesta anual del 39,1% entre 2024 y 2030, con una previsión de ingresos de 84 750 millones de dólares. Esta oportunidad de crecimiento refleja la creciente adopción de soluciones impulsadas por la IA en todo el sector, lo que, naturalmente, ha llevado a un aumento del número de nuevos desarrolladores de sistemas de inspección basados en la IA.
Un valor clave de los sistemas de visión impulsados por la IA es su objetividad. A diferencia de los inspectores humanos, un sistema de IA bien entrenado nunca se toma un descanso, no se cansa ni tiene un «día libre» en juego. Aplica las medidas que define el operador humano para analizar los productos y determinar los criterios de calidad exactos. Esta forma de entrenamiento de la IA se denomina «aprendizaje supervisado», lo que significa que la influencia humana está siempre en el centro de la función del sistema.
A través del aprendizaje supervisado, los modelos de IA se crean basándose en mostrar al sistema tanto ejemplos «buenos» como «malos». Con el tiempo, el sistema de inteligencia artificial aprende las tolerancias de una característica específica del producto o de un material extraño. Los modelos pueden cambiar o evolucionar a medida que se incorporan nuevas muestras de productos al conjunto de formación, pero el operador humano o el equipo de operadores siempre mantienen el mando.
El entrenamiento de IA «sin supervisión» le permite a la IA desarrollar sus propias tolerancias para productos o materiales. Este método plantea varios riesgos en relación con la producción de alimentos; dado que la IA siempre está buscando datos, los sistemas de IA no supervisados pueden empezar a tomar decisiones incorrectas sobre la calidad de los productos, lo que podría generar resultados desastrosos. Es fundamental que un proveedor de inteligencia artificial pueda demostrar u ofrecer una formación y un apoyo consistentes en relación con los modelos de IA a lo largo de la vida útil del sistema.
Los sistemas inteligentes garantizan la seguridad de los alimentos y la precisión de las porciones
La adopción de tecnologías de inspección por visión impulsadas por inteligencia artificial ofrece a los fabricantes de alimentos congelados una importante ventaja competitiva en un sector con una competencia feroz y márgenes ajustados. Estos sistemas mejoran la seguridad y la eficiencia y demuestran un compromiso con la innovación y la calidad, lo que refuerza la reputación de la marca y la lealtad de los consumidores.
Al abordar los desafíos emergentes y aprovechar las tecnologías de inteligencia artificial, los productores de alimentos congelados pueden mejorar la seguridad de los productos, reducir los costos operativos y cumplir con las expectativas en constante evolución de los consumidores y los reguladores. A medida que la IA avance, desempeñará un papel aún más importante en la configuración del futuro de la fabricación de alimentos congelados, garantizando que la calidad y la eficiencia vayan de la mano.
En el mundo competitivo y crítico para la seguridad de la producción de alimentos congelados, adoptar tecnologías avanzadas de inteligencia artificial no es solo una opción sino una necesidad.