Process Sensors Corporation











Process Sensors instrumentation provides accurate and reliable moisture and temperature measurement for quality control of manufacturing processes such as food, wood and paper products, tobacco as well as pharmaceuticals and plastics. Backed by over 30 years of Near-infrared (NIR) and Infrared (IR) technology expertise, Process Sensors solutions are used daily in thousands of food manufacturing plants, such as snack food companies or cereal producers, where they provide rapid compositional data of incoming ingredients and in-process manufacturing of final product control.
Products

MCT569 In-Line Wash Down NIR Moisture & Oil/Fat Sensor
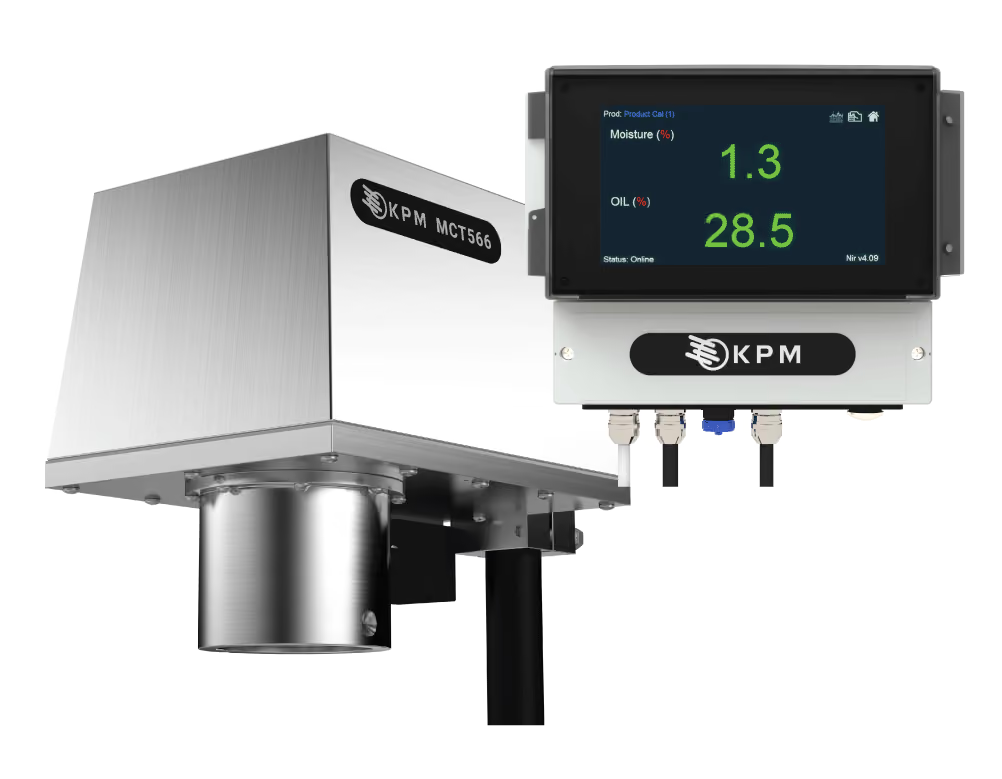
MCT566 In-Line NIR Moisture & Oil/Fat Sensor for Snack Food

MCT560 Premium Industrial In-Line NIR Moisture & Coat Weight Sensor

MCT560 In-Line NIR Moisture Sensor Series

QuikCheck Rapid NIR Moisture & Oil Analyzer

Guardian-HD Web Profiling Systems for Moisture & Coat Weight
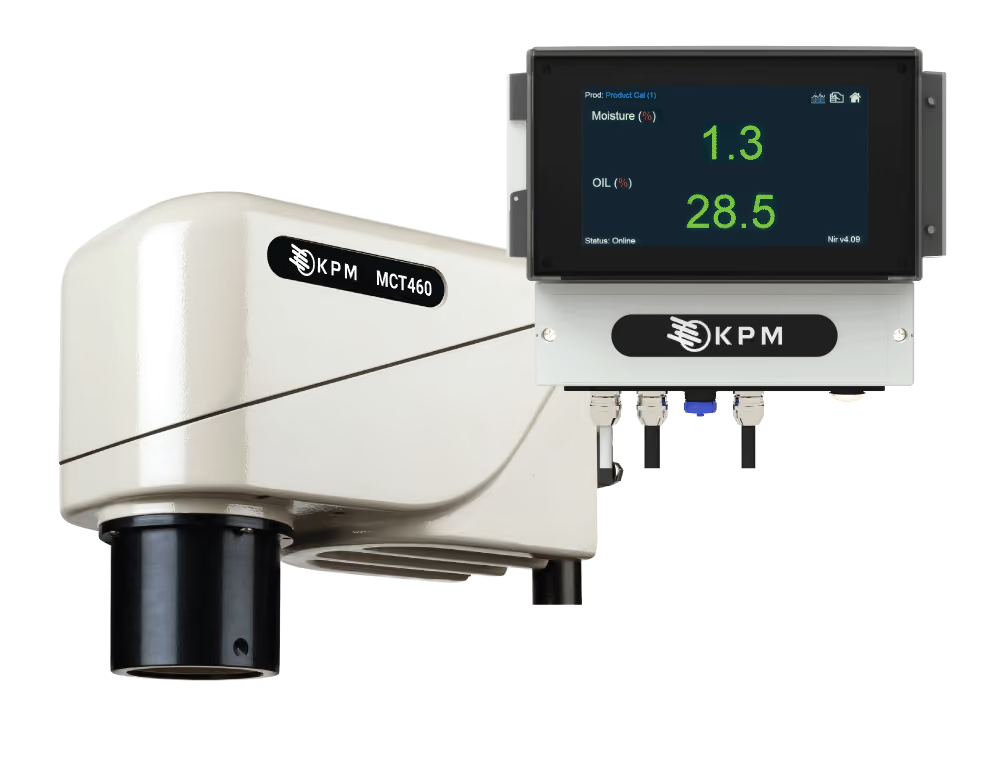
MCT460 Industrial Online NIR Moisture & Coat Weight Sensor
Related Segments

Biofuels
Integrating online NIR or RF technology from KPM Analytics on the dryer out-feed helps remove the subjectivity of moisture analysis by continuously measuring moisture levels.
.avif)
Cereals & Grains
KPM Analytics is specialized in the quality control of cereals, flours, and their derivatives. Cereal plants such as wheat, rice, corn, barley, rye, oats, and millet, produce grains that are responsible for much of the world's food supply.

Additives, Ingredients, & Others
Analysis insights for quality control of food additives, ingredients, seasonings & flavorings, cocoa, spices, starches, yeast, and fermentation products.

Feed, Forage, & Pet Food
KPM Analytics has deep knowledge and years of experience providing feed and feed ingredient producers with rapid analysis at-line for quality control. NIR analysis is ideal for every step in the feed manufacturing process.

Baked Goods & Snack Foods
Quality Control Solutions for manufacturers of baked goods including monitoring of moisture, compositional analysis of ingredients, functional & rheological properties, and inspection of finished goods.

Fruits & Vegetables
With KPM Analytics, fruit and vegetable processors have several ways to enhance their operations and control quality everywhere it matters.

Paper & Converting
KPM Analytics supplies instrumentation to paper and converting manufacturers to measure moisture, coat weight, adhesive thickness, or lacquer in-process to help them meet quality standards.

Tobacco
KPM Analytics offers advanced NIR & RF tobacco analysis solutions to help producers rapidly analyze their products.

Wood & Building Materials
Industrial-grade, ruggedized NIR and RF moisture detection and measurement solutions for manufacturers of building materials.
What Our Customers Say

Randy Rupprecht
Director of Quality, Axium Foods
SOUTH BELOIT, IL
We’ve been using online moisture and oil sensors from Process Sensors Corporation on six of our lines for over 10 years, and they’re terrific. The units are looped into our process, so the readings are fed back into the line to control the speed of the product through the oil. We’re able to reduce scrap, optimize efficiency and keep our entire process in control and in spec. We’ve tried other products, but nothing comes close to what they deliver.








