Utilisation de l'inspection par vision artificielle pour geler les erreurs de traitement et les matières étrangères

Cet article a été initialement publié dans le magazine Refrigerated & Frozen Foods. Cliquez ici pour accéder à l'article sur le site Web de la publication.
Tous les producteurs d'aliments surgelés et préparés sont confrontés au même défi quotidien : s'assurer que chaque plateau de nourriture produit ressemble aux aliments illustrés sur l'emballage.
De nombreux produits alimentaires surgelés sont transformés, assemblés et emballés à l'aide de machines automatisées, souvent avec un inspecteur humain comme principale ligne de défense pour détecter les défauts de qualité, les matières indigènes indésirables et les matières étrangères potentiellement dangereuses susceptibles de se retrouver dans les produits finis. La nature physiquement exigeante de ces rôles, combinée aux longues heures passées dans des environnements froids ou industriels, peut rapidement contribuer à l'épuisement professionnel. De plus, le fait de se fier uniquement à des inspecteurs humains introduit de la subjectivité dans le processus, à la fois d'un employé à l'autre et d'un même employé au cours d'un même quart de travail en raison de la fatigue.
Alors que la demande des consommateurs pour les produits alimentaires surgelés et les plats préparés augmente, l'augmentation des exigences en matière de débit des produits a ouvert une nouvelle ère d'inspection visuelle automatisée pilotée par l'intelligence artificielle (IA).

Inspection conventionnelle dans les environnements de production modernes
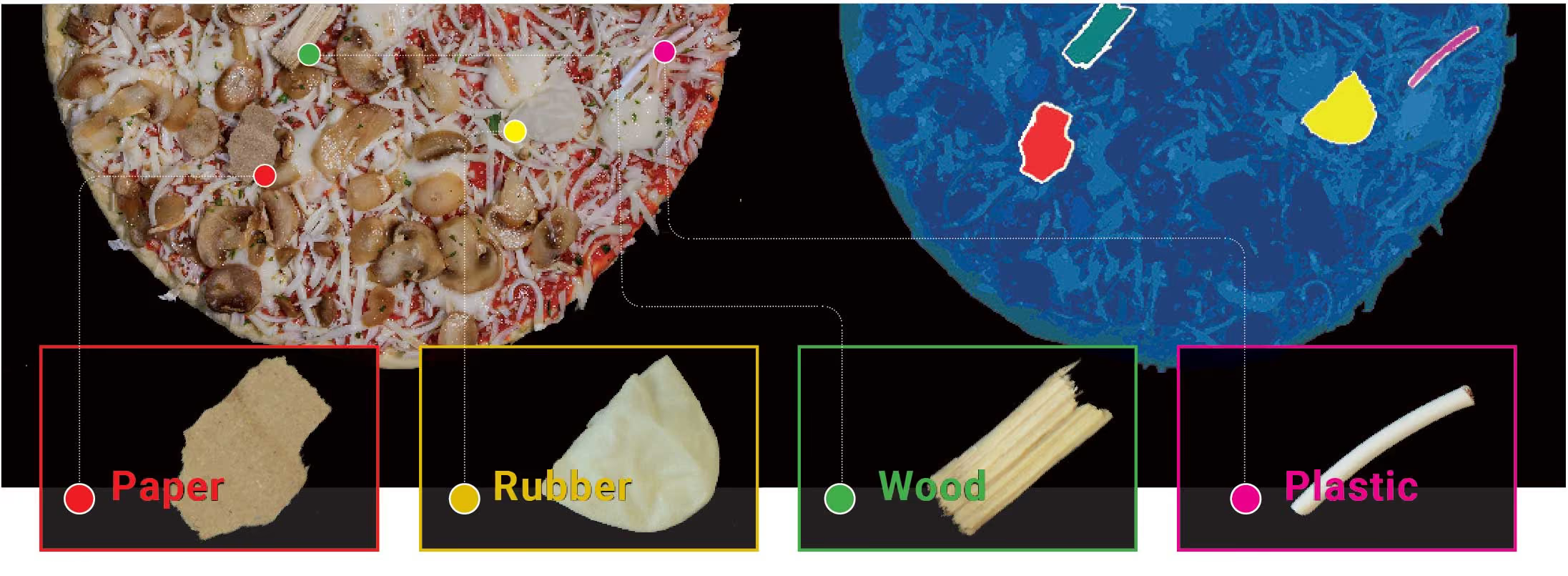
Pendant des décennies, la plupart des entreprises de transformation d'aliments surgelés se sont principalement appuyées sur des détecteurs de métaux et des systèmes à rayons X pour détecter les corps étrangers. Bien qu'elles soient efficaces pour détecter des objets denses tels que le métal ou les os, ces technologies ne peuvent pas identifier la plupart des matières étrangères à faible densité comme le plastique, le papier, le caoutchouc et les objets de couleur similaire qui présentent également un risque pour les consommateurs.
Les entreprises de production alimentaire, principalement dans les secteurs de la boulangerie et de la transformation des protéines, et plusieurs utilisateurs de l'industrie des aliments surgelés ont commencé à intégrer des technologies d'inspection par vision dans leurs chaînes de transformation. Ces systèmes intègrent des caméras 2D et 3D haute résolution dotées d'un éclairage avancé pour analyser tous les côtés du produit, y compris le haut et le bas, pour des mesures de qualité courantes telles que la couleur, la taille et la forme générales, avec des mesures détaillées telles que la répartition de la garniture, le ratio des ingrédients, la présence/absence de composants, la prédiction du poids du produit ou la précision des empreintes sur un produit (comme un logo estampé sur un cookie).
Les entreprises de transformation des aliments doivent savoir que les technologies d'inspection par vision sont complémentaires aux détecteurs à rayons X et aux détecteurs de métaux et ne les remplacent pas directement. Comme chaque système est entraîné sur un produit spécifique, il fournit un niveau de détection supplémentaire en identifiant les anomalies qui peuvent passer inaperçues par d'autres méthodes. Si le système détecte quelque chose qui ne correspond pas à ses spécifications, il peut avertir l'opérateur pour qu'il agisse ou arrête la chaîne de production.
Certaines entreprises ont intégré des méthodes de rejet automatisées pour supprimer les produits non conformes aux spécifications, afin de garantir que les produits défectueux soient retirés du processus sans provoquer d'interruption de la chaîne.
La plupart des technologies d'inspection par vision utilisées aujourd'hui dans la transformation des aliments sont des systèmes de vision basés sur des règles. Dans un système de vision basé sur des règles, lorsque les produits passent sous le système de vision, la technologie prend une photo du produit et compare l'image aux critères de mesure définis par l'utilisateur. Auparavant, les entreprises ne mesuraient que quelques attributs simples du produit à la fois, tels que la taille, la couleur ou la forme du produit, ce qui était beaucoup plus réalisable avec un système basé sur des règles.
Les nouvelles technologies permettent d'inspecter simultanément des mesures de produits plus complexes, y compris des matières étrangères, à des vitesses maximales. Ces exigences croissantes ont poussé les systèmes de vision basés sur des règles à leurs limites technologiques.
Les systèmes basés sur des règles seront toujours une option pour les producteurs alimentaires, mais les récents succès des systèmes d'inspection par vision pilotés par l'IA offrent une solution intéressante et puissante pour remplacer la vision basée sur des règles et garantir la cohérence et la sécurité des produits.
Comment fonctionne un système d'inspection piloté par l'IA ?
Les technologies d'inspection par vision pilotées par l'IA appliquent des critères définis par l'homme pour différencier les caractéristiques des produits alimentaires des objets indésirables. Un modèle d'IA peut être développé pour détecter toute différence perçue par un humain.
À l'instar d'un système d'inspection par vision basé sur des règles, un système d'inspection piloté par l'IA intègre des caméras haute résolution et des configurations d'éclairage avancées pour analyser les produits traversant la ligne. La capacité du système d'IA à segmenter efficacement les produits alimentaires individuels et leurs ingrédients à partir de l'image globale est ce qui le rend bien plus efficace qu'une vision basée sur des règles. Un système d'IA va au-delà de la détection des couleurs ou de la forme et de l'épaisseur du produit pour analyser des systèmes complexes en fonction de divers attributs, comme le ferait un humain.
Par exemple, un fabricant de plats surgelés fait distribuer automatiquement plusieurs ingrédients dans le plateau du produit par plusieurs machines automatisées : nouilles, protéines, sauce, etc. Bien que ces machines d'application des ingrédients soient inspectées régulièrement, elles peuvent mal fonctionner ou simplement manquer leur cible lors de la distribution d'un produit sur l'emballage.
Un dîner glacé avec ses nombreuses couleurs, formes et textures différentes constitue un défi pour un système d'inspection par vision basé sur des règles. Cependant, grâce à un système d'inspection par vision piloté par l'IA, il peut identifier immédiatement chaque composant de l'ensemble du repas, comme un inspecteur humain, mais avec une précision et une rapidité bien supérieures. Le système peut également collecter instantanément ces données pour un suivi en temps réel ou les compiler dans un rapport facile à suivre.
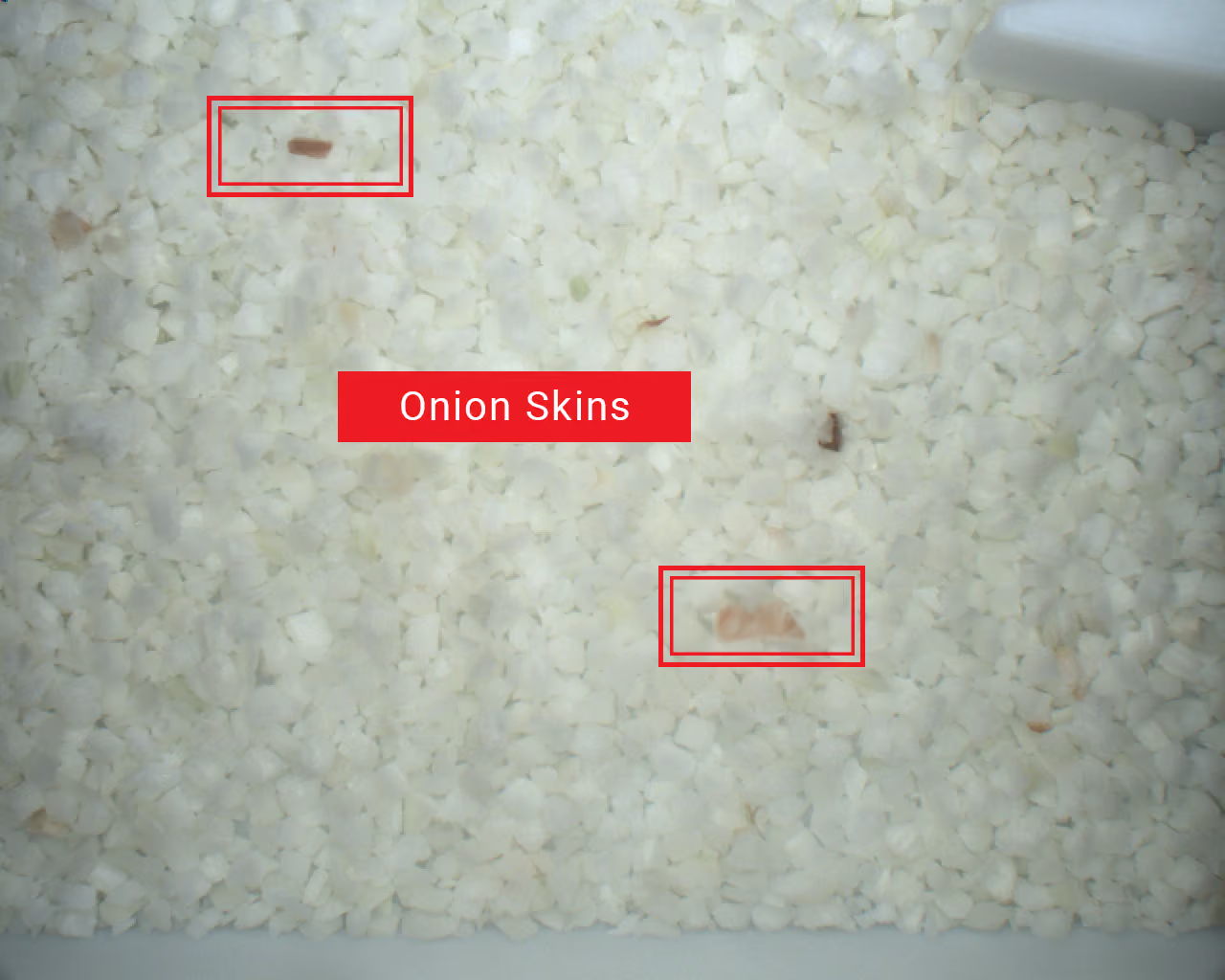
De même, l'IA applique à nouveau une précision de niveau humain pour détecter les matières étrangères et trouver des objets dans le flux de produits qui n'en font pas partie. À titre d'exemple, un fabricant d'oignons individuels surgelés en dés peut fréquemment rencontrer le problème de l'introduction de pelures d'oignons dures dans sa gamme de produits, ce qui peut susciter l'insatisfaction des clients quant à la texture. La couleur de la peau de l'oignon est généralement proche de celle de l'oignon haché, ce qui la rend particulièrement difficile à différencier, même pour l'inspecteur le plus attentif.
Le potentiel de l'IA pour révolutionner le contrôle qualité dans la production d'aliments surgelés est indéniable. Une étude de Grand View Research estime que l'IA sur les marchés de l'alimentation et des boissons passera de 8,45 milliards de dollars en 2023 à un TCAC de 39,1 % de 2024 à 2030, avec des prévisions de revenus de 84,75 milliards de dollars. Cette opportunité de croissance reflète l'adoption croissante de solutions basées sur l'IA dans l'industrie, ce qui a naturellement entraîné une augmentation du nombre de nouveaux développeurs de systèmes d'inspection basés sur l'IA.
L'une des principales valeurs des systèmes de vision pilotés par l'IA est leur objectivité. Contrairement aux inspecteurs humains, un système d'IA bien entraîné ne fait jamais de pause, ne se fatigue jamais et n'a jamais de « jour de repos » en jeu. Il applique les mesures définies par l'opérateur humain pour analyser les produits selon des critères de qualité exacts. Cette méthode de formation à l'IA est appelée « apprentissage supervisé », ce qui signifie que l'influence humaine est toujours au cœur du fonctionnement du système.
Grâce à l'apprentissage supervisé, les modèles d'IA sont construits en montrant au système à la fois de « bons » exemples et de « mauvais » exemples. Au fil du temps, le système d'IA apprend les tolérances relatives à une caractéristique spécifique du produit ou à une matière étrangère. Les modèles peuvent changer ou évoluer au fur et à mesure que de nouveaux échantillons de produits entrent dans le kit de formation, mais l'opérateur humain ou l'équipe d'opérateurs reste toujours aux commandes.
La formation « non supervisée » à l'IA permet à l'IA de développer ses propres tolérances pour les produits ou les matériaux. Cette méthode présente plusieurs risques en ce qui concerne la production alimentaire ; comme l'IA est toujours à la recherche de données, les systèmes d'IA non supervisés peuvent commencer à prendre des décisions incorrectes concernant la qualité des produits, ce qui peut entraîner des résultats potentiellement désastreux. Il est essentiel qu'un fournisseur d'IA puisse démontrer ou proposer une formation et un support cohérents pour les modèles d'IA tout au long de la durée de vie du système.
Des systèmes intelligents garantissent la sécurité des aliments et la précision des portions
L'adoption de technologies d'inspection par vision pilotées par l'IA offre aux fabricants de produits surgelés un avantage concurrentiel significatif dans un secteur où la concurrence est féroce et les marges sont serrées. Ces systèmes améliorent la sécurité et l'efficacité et témoignent d'un engagement en faveur de l'innovation et de la qualité, renforçant ainsi la réputation de la marque et la fidélité des consommateurs.
En relevant les défis émergents et en tirant parti des technologies d'IA, les producteurs d'aliments surgelés peuvent améliorer la sécurité des produits, réduire les coûts opérationnels et répondre aux attentes en constante évolution des consommateurs et des régulateurs. À mesure que l'IA progresse, elle jouera un rôle encore plus important dans la définition de l'avenir de la fabrication d'aliments surgelés, en veillant à ce que qualité et efficacité aillent de pair.
Dans le monde concurrentiel et critique de la production d'aliments surgelés, l'adoption de technologies avancées d'IA n'est pas seulement une option mais une nécessité.