Prepárese para la inspección visual mediante IA: lo que los procesadores de alimentos deben saber

Este artículo apareció originalmente en Processing Magazine. Haga clic aquí para ver el artículo en el sitio web de la publicación.
Durante la última década, las tecnologías de inspección por visión en la producción de alimentos han pasado de ser una medida novedosa de control de calidad a una necesidad ampliamente adoptada para garantizar la calidad, la consistencia y la seguridad de los alimentos. A medida que las empresas han ido cosechando éxitos con sus sistemas de visión, la demanda de tecnología de inspección por visión ha crecido considerablemente en los últimos años.
Los sistemas de visión han ayudado a muchas empresas alimentarias a ampliar sus operaciones para implementar medidas más sólidas de control de calidad y seguridad alimentaria, abordando las presiones para aumentar el rendimiento de la producción y diversificar la oferta de productos dentro de la planta. Además, las funciones de control de calidad en las plantas de procesamiento de alimentos son conocidas por su alta rotación, lo que hace que sea un desafío mantener un personal bien capacitado. Un sistema de visión bien mantenido nunca se toma descansos ni tiene un «día libre» en el trabajo, ya que siempre inspecciona con precisión cada producto que pasa por el sistema. La inspección por visión también puede ayudar a ahorrar significativamente en los costos de mano de obra en la planta, lo que permite a la planta distribuir la mano de obra en las áreas de la planta que más la necesitan.
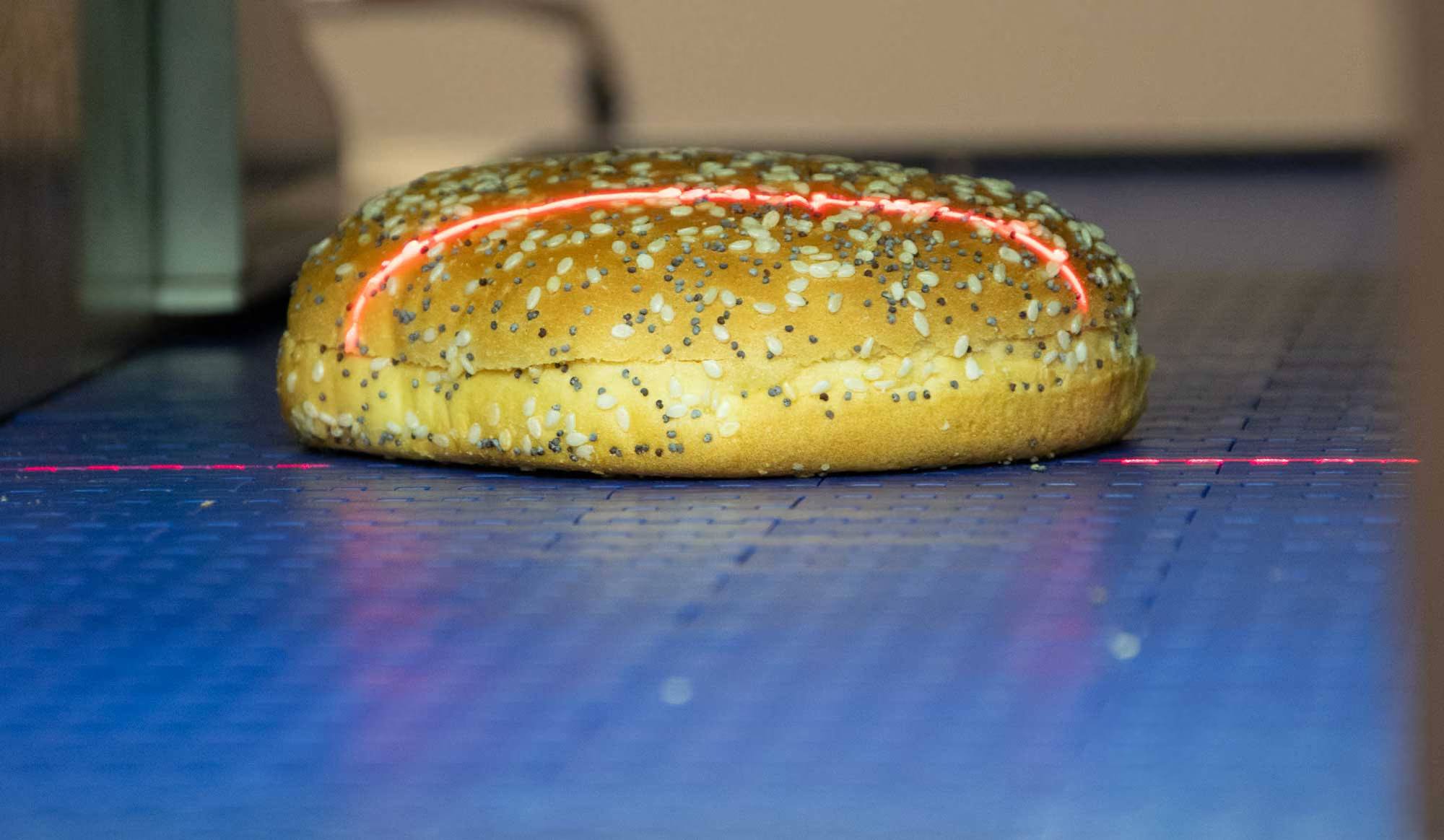
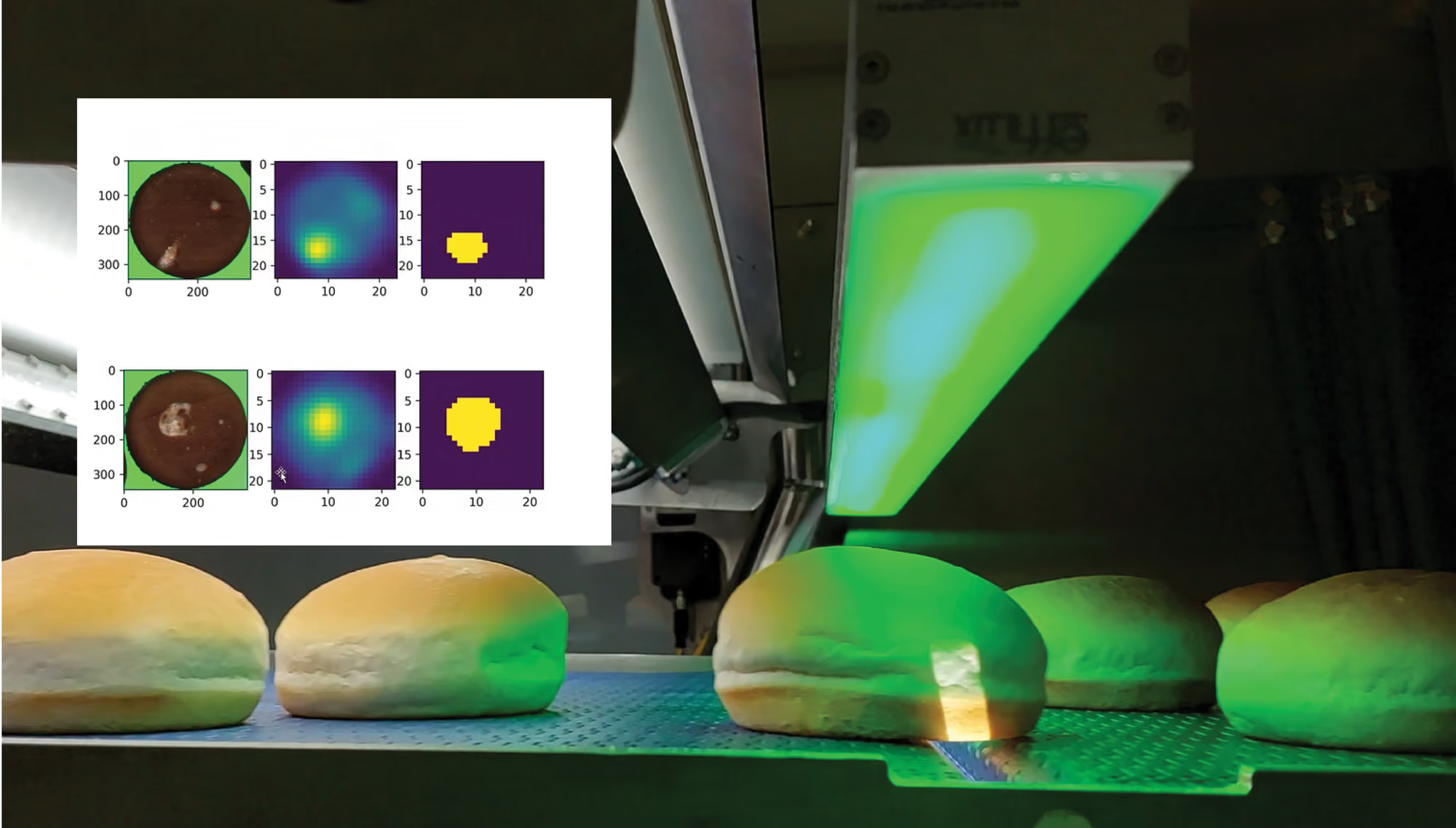
Otro aspecto destacable del crecimiento de la popularidad de la tecnología de inspección por visión es que sus capacidades de medición han mejorado enormemente en los últimos años. Los primeros en adoptar la tecnología de inspección por visión la utilizaron para analizar los productos y obtener mediciones sencillas que respaldaran sus datos de calidad, como la redondez de un bollo de hamburguesa o el color de una fritura de nugget de pollo. Con el tiempo, los usuarios de la inspección visual comenzaron a explorar funciones de medición más avanzadas, como analizar la distribución de las semillas de sésamo en ese bollo de hamburguesa o evaluar la cobertura total de empanado de ese nugget de pollo.
A medida que los sistemas de visión se hicieron más complejos, los fabricantes de sistemas de inspección por visión comenzaron a explorar aplicaciones de inteligencia artificial (IA) para analizar más características de los productos con mayor rapidez, incluida la capacidad de detectar anomalías aparentemente insignificantes en los productos que a menudo pasan desapercibidas. De hecho, las aplicaciones de inspección por visión artificial han generado un gran entusiasmo en la industria alimentaria, ya que han permitido a los procesadores de alimentos analizar sus productos de forma más exhaustiva de lo que nunca se había creído posible.
Sin embargo, los sistemas de inspección por visión impulsados por IA más exitosos requieren tiempo, una planificación cuidadosa y el personal adecuado para lograr un sólido retorno de la inversión. El propósito de este artículo es ayudar a establecer pautas para implementar con éxito un sistema de inspección por visión para el control de calidad y la seguridad alimentaria.
Establezca expectativas claras y realistas para el sistema
Hay un aspecto fundamental a tener en cuenta al considerar los sistemas de inspección por visión basados en inteligencia artificial para una planta de procesamiento de alimentos: no son una solución instantánea lista para usar. Por lo tanto, los operadores de la planta deben identificar las principales prioridades de su línea en las primeras etapas del proceso, así como métricas claras de éxito para el sistema de visión.
Si el objetivo es reducir los defectos del producto o capturar más datos de calidad, la hoja de ruta de integración podría ser significativamente diferente a la de un sistema de visión utilizado para detectar materiales extraños. Las conversaciones preliminares con el proveedor del sistema de inspección por visión deben abordar estas prioridades y puntos problemáticos para comprender mejor el alcance y el presupuesto del proyecto. A partir de ahí, el productor de sistemas de inspección por visión puede empezar a definir las necesidades del sistema, como las especificaciones de hardware y software, la ubicación del sistema en la línea y otros requisitos básicos de la instalación.
Los gastos de capital, como las cámaras, la iluminación, el hardware y el software personalizados del proveedor del sistema de visión, son solo una parte de la inversión en la inspección de Grand Vision. Además de instalar el sistema de visión, es posible que ingenieros o contratistas externos deban realizar modificaciones en la línea de procesamiento en muchos casos para adaptarla a las necesidades operativas.
También hay costos continuos una vez finalizada la instalación. La capacitación de los empleados, los suministros de limpieza, el soporte técnico de rutina y los contratos de servicio son todos costos a tener en cuenta.
Si bien esta lista de consideraciones puede parecer abrumadora, trabajar con un proveedor de tecnología de inspección visual experimentado que formule las preguntas correctas ayudará a que este proceso sea menos abrumador. Establecer estas medidas de manera temprana puede ayudar al proveedor del sistema de inspección visual a elaborar un plan orientado a los resultados.
¿Cómo pueden afectar el producto y la línea de procesamiento a la eficacia del sistema de visión?
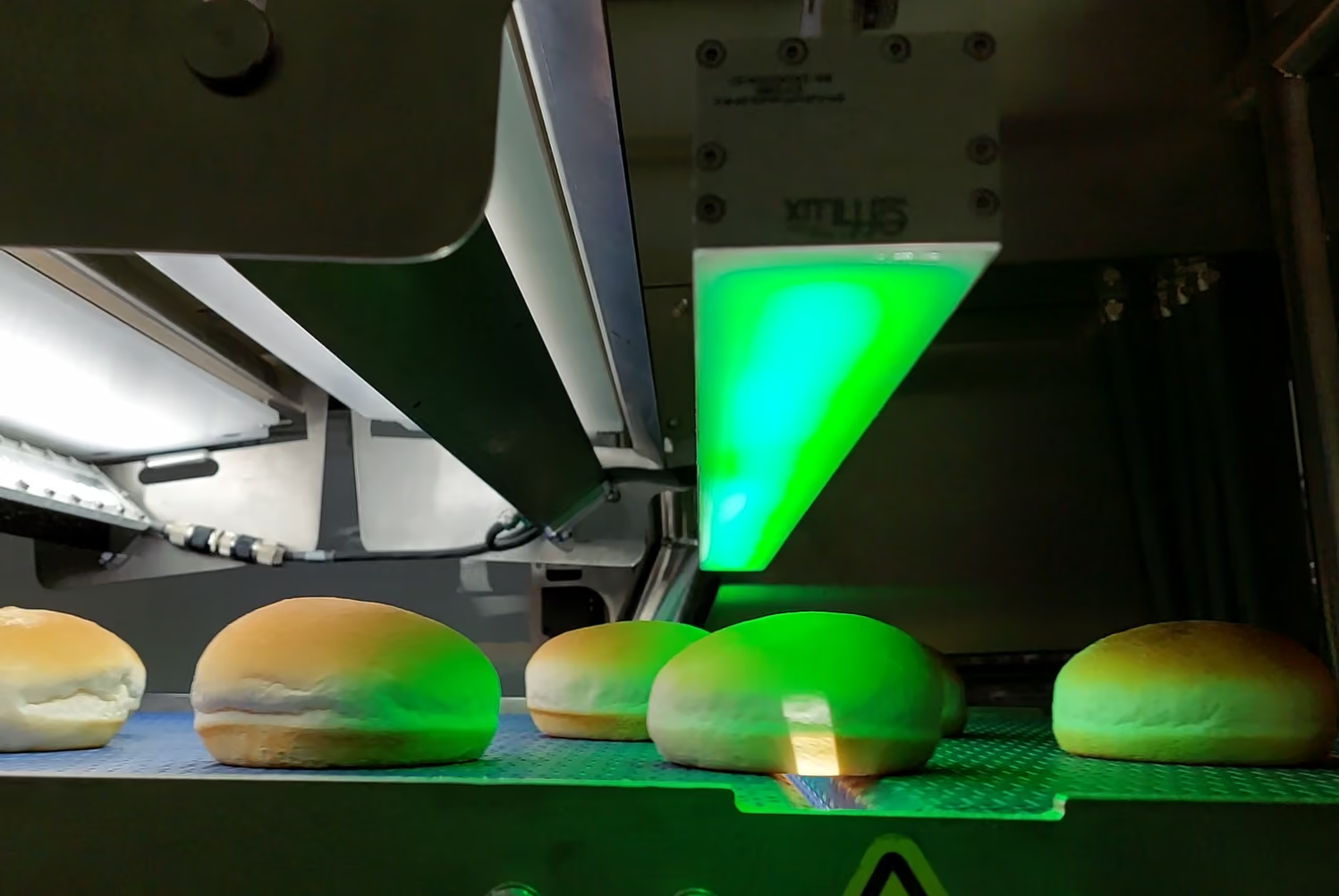
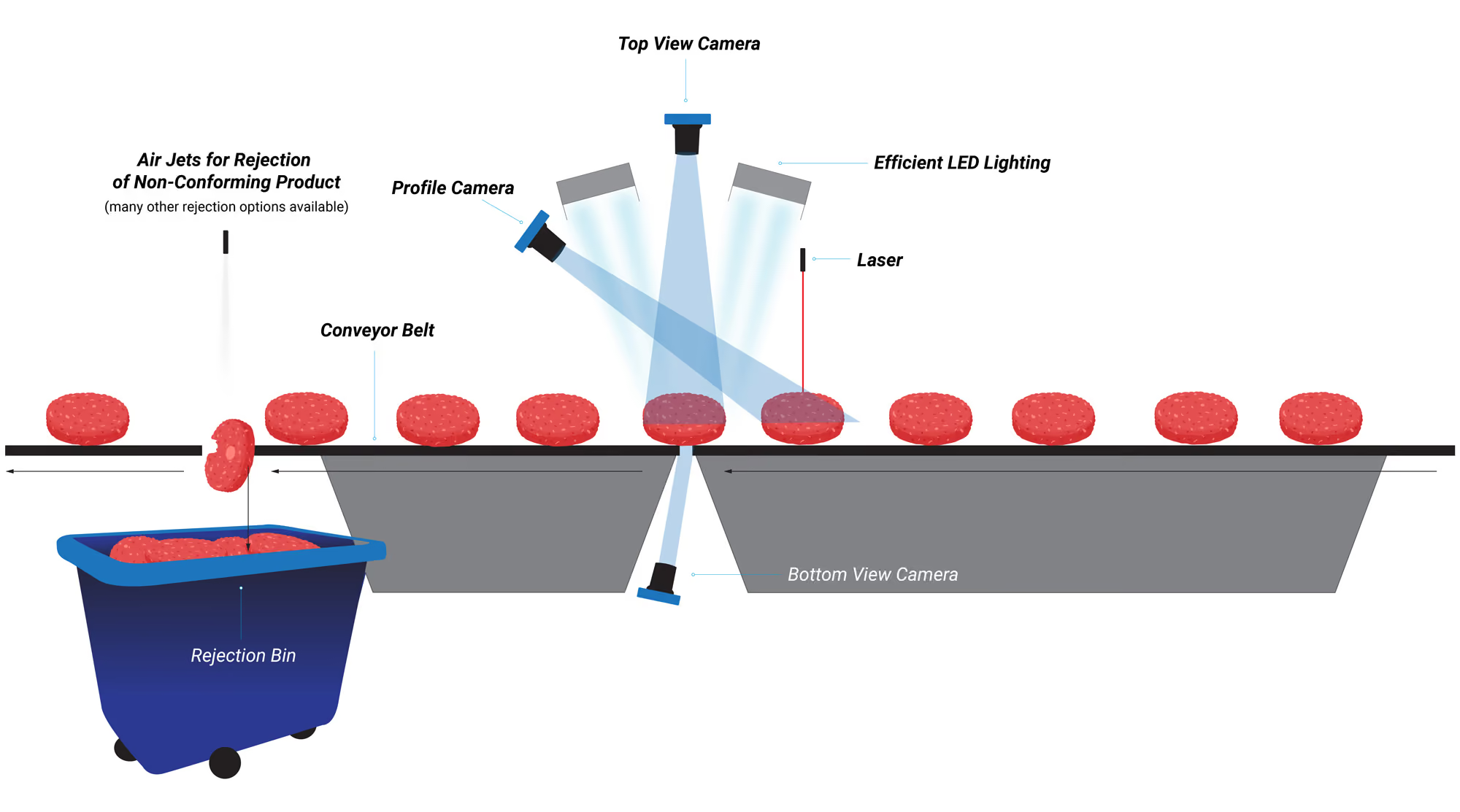
Por ejemplo, ¿hay suficiente contraste de color entre el producto alimenticio y el transportador para que el sistema de visión diferencie lo que importa? ¿Cuántas cámaras y qué resolución se necesitarán para medir las funciones? ¿Es necesario inspeccionar el producto desde la parte inferior? Si el producto tiene un esmalte o una cobertura que pueda crear un brillo reflectante, es posible que se requiera una iluminación especializada.
Los productos voluminosos y blandos requerirán una configuración de sistema de visión diferente a la de los productos frágiles o propensos a desmoronarse. Estas características son especialmente importantes para los sistemas de visión que tienen capacidad de rechazo automático (como los chorros de aire, las paletas, los cinturones retráctiles y otros).
Las velocidades de rendimiento son otra consideración crucial. Para las aplicaciones que requieren la medición instantánea de varios productos, asegúrese de que haya suficiente espacio en la cinta transportadora para que el sistema realice las determinaciones antes de que los productos pasen demasiado rápido por la línea. Si se desean capacidades de rechazo integradas, es posible que sea necesario modificar la línea transportadora para proporcionar suficiente espacio y tiempo para que el mecanismo de rechazo entre en funcionamiento.
Además, si los productos pueden tocarse entre sí en la línea, puede ser necesario incorporar un separador u otro sistema para separar los productos antes de entrar en el sistema de visión para garantizar la precisión de las mediciones.
Cuantos más detalles como estos puedan clasificarse antes en los procesos de planificación, mejor.
Soporte de infraestructura de datos
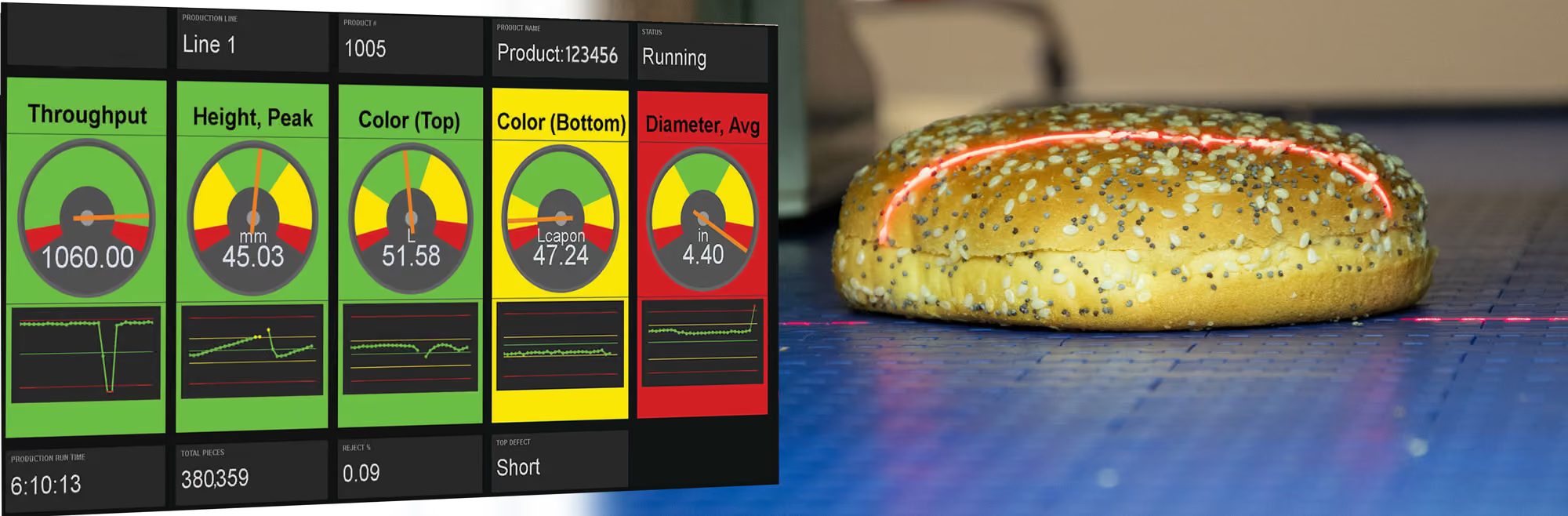
Uno de los principales valores de los sistemas de visión actuales basados en la IA son los datos sólidos y en tiempo real que proporcionan. Las estadísticas, las imágenes de los productos, la proporción de aprobaciones/rechazos, las alarmas y otras funciones contribuyen a crear un sistema de control de calidad sólido. Sin embargo, requieren una infraestructura informática sólida, una conexión a Internet fiable y un almacenamiento de datos seguro.
Algunos sistemas de inspección visual pueden incluir aplicaciones similares a las de un panel de control para el monitoreo de productos en tiempo real que pueden ayudar a mejorar la toma de decisiones en los procesos. Pregúntele al proveedor del sistema de inspección visual qué herramientas ofrece para ayudar a administrar el flujo de datos.
Tenga en cuenta el saneamiento
El saneamiento es un requisito importante en todas las instalaciones de producción de alimentos. En cuanto a los sistemas de inspección visual, las lentes sucias y la iluminación inadecuada son las principales razones por las que estos sistemas tienen un rendimiento inferior. Desarrollar un plan de limpieza de rutina y asignar responsabilidades, o instalar equipos adicionales, como boquillas de aire o cuchillas de limpieza, ayudará a mejorar el rendimiento del sistema a largo plazo.
Para las instalaciones de procesamiento de alimentos con requisitos especiales, como las especificaciones de lavado o la compatibilidad con productos químicos de limpieza específicos, el proveedor del sistema de visión debe ofrecer opciones que satisfagan las necesidades de la instalación.
El trabajo no se detiene después de la instalación y la puesta en servicio
Como pueden atestiguar muchas instalaciones de producción de alimentos con sistemas de visión, el nombramiento de un «propietario» del sistema de visión en la planta se convierte en un elemento crucial para garantizar que los procesos de limpieza y los controles de mantenimiento se sigan continuamente. El propietario del sistema debe tener un buen conocimiento del sistema y ser el principal punto de contacto con el proveedor del sistema de visión para cualquier ajuste o mejora del sistema en el futuro. El propietario también debe ser el defensor del sistema en la planta y asegurarse de que otras personas de la planta sigan los protocolos de saneamiento y de otro tipo para garantizar el rendimiento del sistema.
Algunos sistemas de visión basados en la IA pueden requerir supervisión y entrenamiento de rutina durante toda la vida útil del sistema. Aproveche cualquier soporte de aplicaciones de por vida o experiencia en inteligencia artificial que pueda proporcionarle la empresa de sistemas de inspección visual.
Tenga cuidado al elegir el proveedor de soluciones de sistemas de inspección por visión
Los sistemas de inspección por visión basados en la IA son un tema candente en la industria alimentaria actual, lo que lleva a la afluencia de nuevas empresas en el espacio de la tecnología de inspección por visión. Toda la planificación y el esfuerzo necesarios para preparar el sistema de inspección por visión son irrelevantes si el proveedor del sistema de inspección por visión no puede cumplir sus expectativas.
Al evaluar a los proveedores de soluciones, preste atención a los tipos de preguntas que formulan. ¿Pueden demostrar un historial de éxito en la industria alimentaria? ¿Qué tipos de paquetes de mantenimiento y soporte pueden ofrecer para ayudar a generar la confianza de que seguirán existiendo a largo plazo? ¿Qué referencias pueden proporcionar o qué esfuerzos están realizando para hacer avanzar la tecnología?
La integración de un sistema de inspección visual en cualquier instalación de procesamiento de alimentos representa un cambio cultural significativo dentro de la organización. La planificación adecuada, la alineación técnica, los protocolos sólidos de saneamiento y mantenimiento y la aceptación total de todas las partes interesadas son esenciales para que el proceso sea un éxito.