Process Solutions

Vision Inspection Systems
AI-powered vision inspection and optical sorting systems for food processors, delivering real-time detection of foreign material, defects, and product variability (size, shape, color, texture) on high-speed lines. Improve food safety, quality control, and yield with multispectral/hyperspectral imaging and automated reject/sort decisions.


.webp)






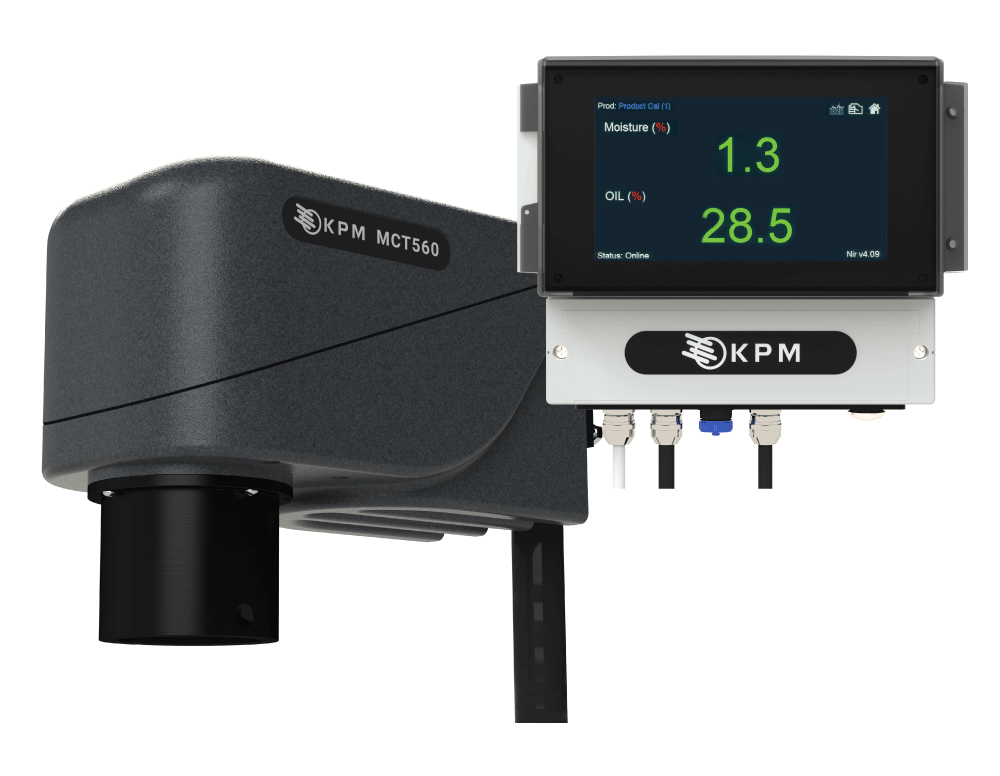
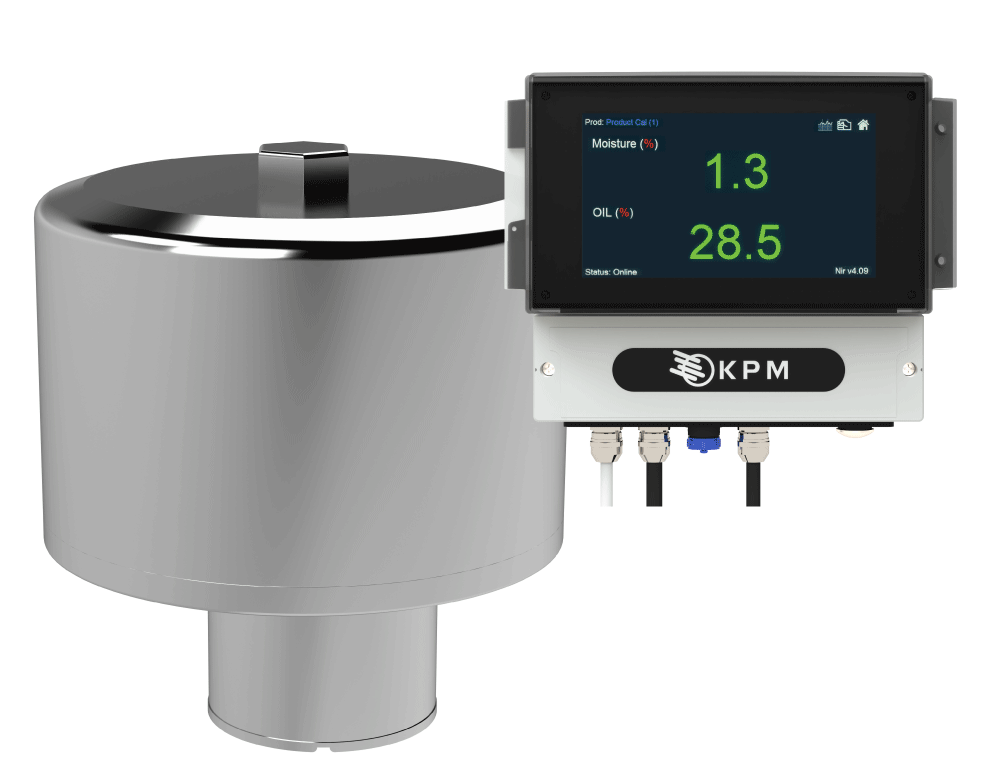
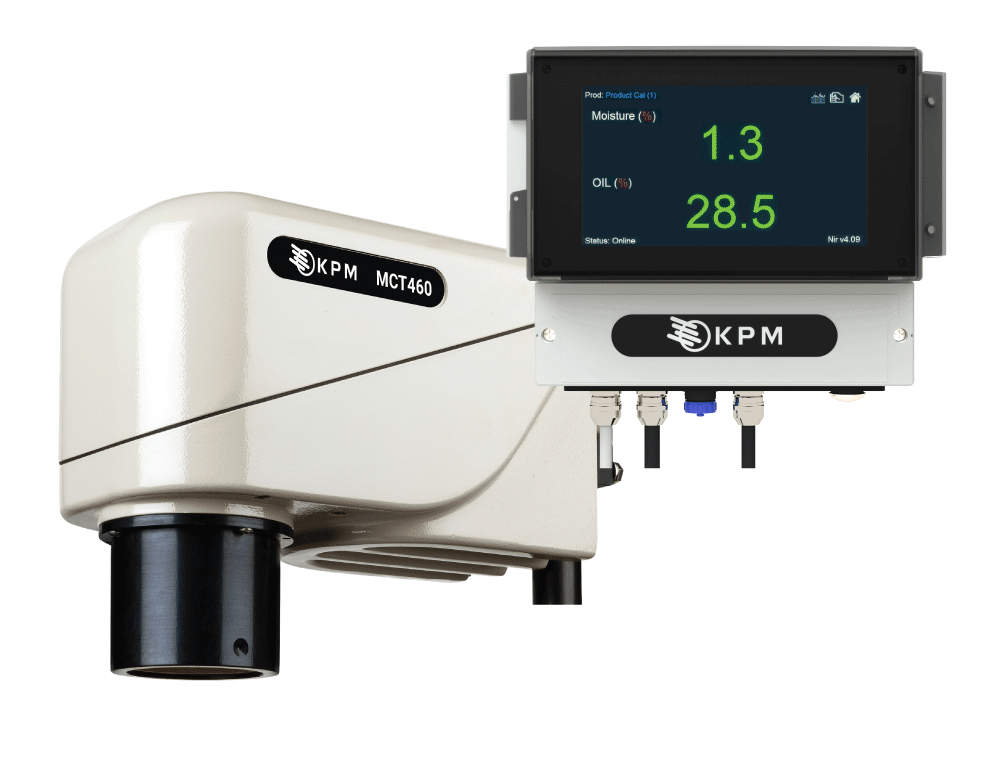
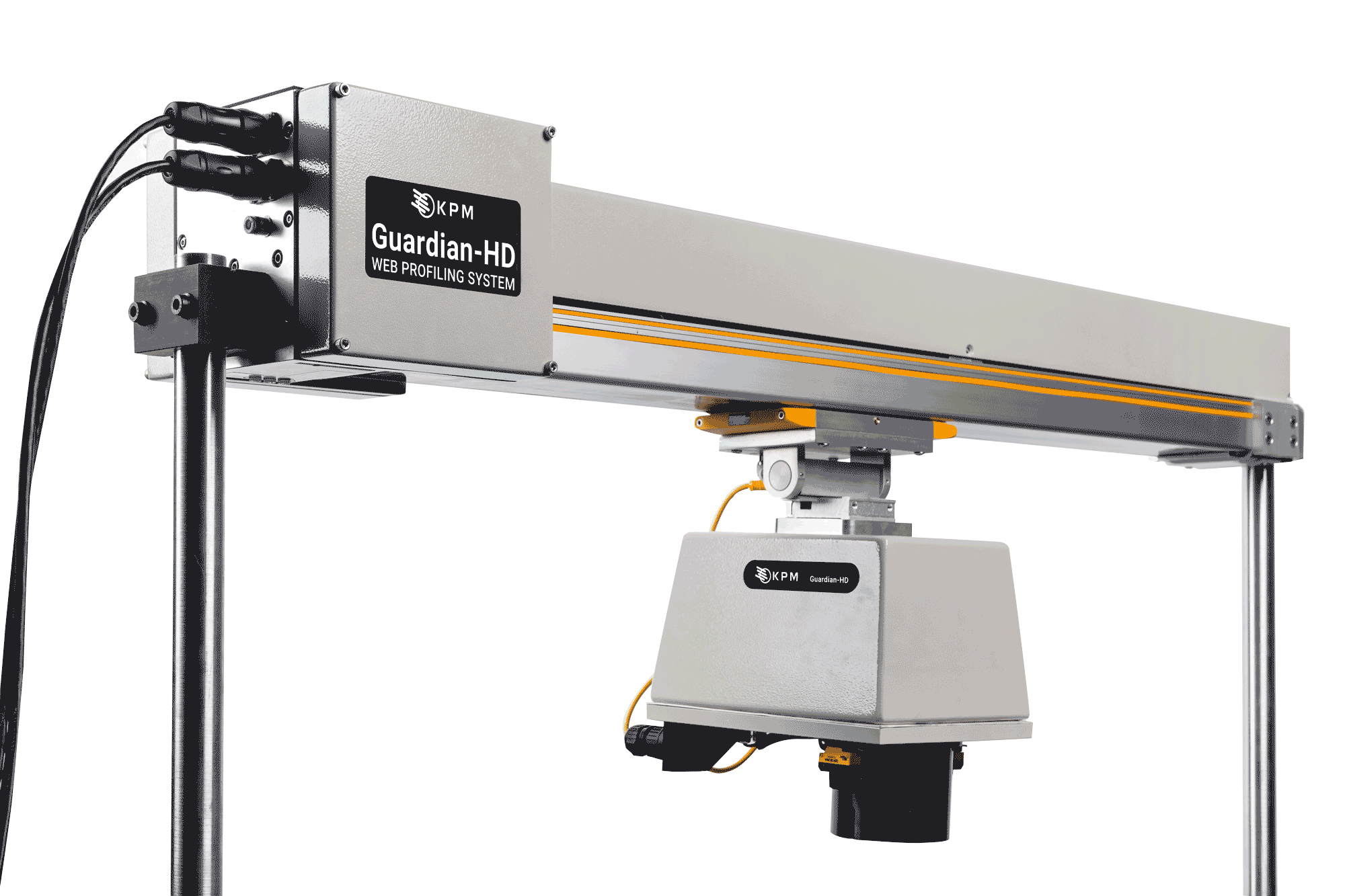
Online NIR/RF Moisture Sensors & Systems
Industrial online NIR and RF sensors provide continuous, non-contact measurement of moisture, oil/fat, coat weight, film thickness, and product temperature directly on conveyors and webs, enabling closed-loop process control. Ideal for demanding applications in food and industrial manufacturing.




At Line Systems
At-line analysis tools enable fast, on-the-production-floor testing of critical quality attributes, allowing teams to verify product specifications, troubleshoot issues, and adjust processes immediately. Bridge the gap between lab accuracy and real-time process decisions.





IR Cameras & Sensors
Industrial infrared temperature sensors and thermal imaging cameras for non-contact, continuous temperature measurement in harsh process environments. Monitor and control heating, cooling, drying, curing, and other temperature-critical operations to prevent defects and improve process stability.

